

钣金折弯件是什么意思
钣金折弯件是指通过折弯工艺将平板金属材料加工成具有一定角度、形状和三维尺寸的钣金零件。它是钣金加工中最常见、应用最广泛的产品形态之一,几乎所有的钣金结构件都或多或少地涉及折弯工序。
与平板件相比,折弯件具有更高的结构刚度和更复杂的空间形态,能够在轻量化的前提下满足承载、安装、防护等多种功能需求。从简单的L型支架到复杂的机箱外壳,都属于钣金折弯件的范畴。
一、钣金折弯件的常见类型
根据折弯的形状和结构特征,钣金折弯件可以分为以下几种常见类型。
L型折弯件是最简单的折弯形式,将平板沿一条直线折弯成90度或其它角度,形成两个互相垂直的平面。这种形式广泛用于支架、角码、安装板、加强筋等。L型折弯件结构简单、加工容易,是折弯工艺中最基础的形态。
U型折弯件是将平板沿两条平行的直线折弯,形成三个面组成的U形或槽形结构。常见于导轨、滑槽、框架的边梁、电机的安装座等。U型折弯件的两个折弯边可以是对称的,也可以是一长一短,根据使用需求确定。
Z型折弯件呈台阶状,通过两个方向相反的折弯形成Z字形截面。这种结构用于高度补偿或错位连接,当两个安装面不在同一平面上时,Z型折弯件可以实现两者之间的过渡连接。常见于设备底脚、连接支架、高低过渡件等。
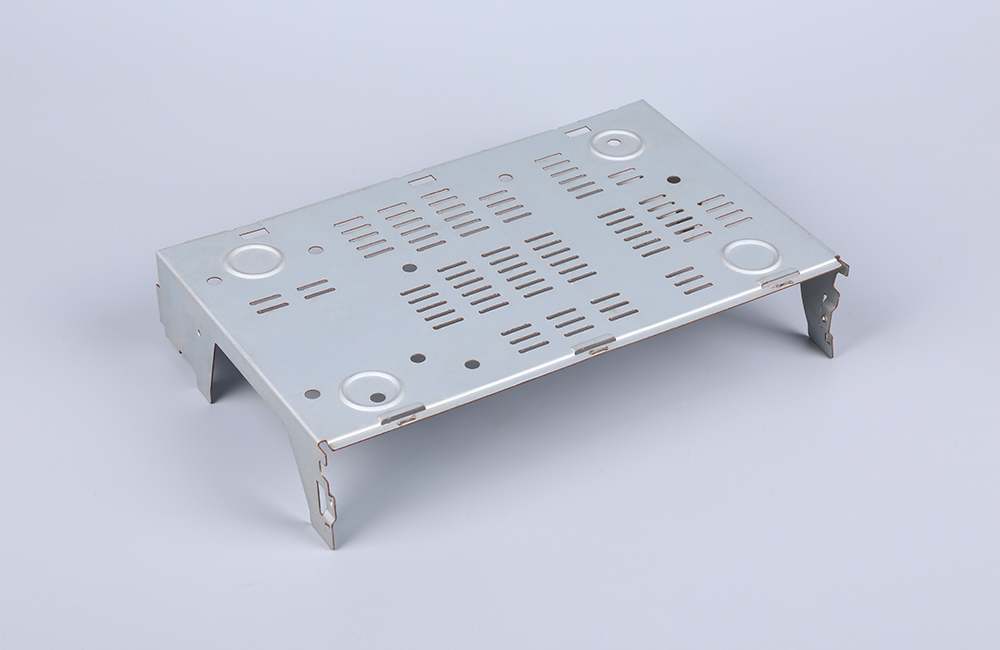
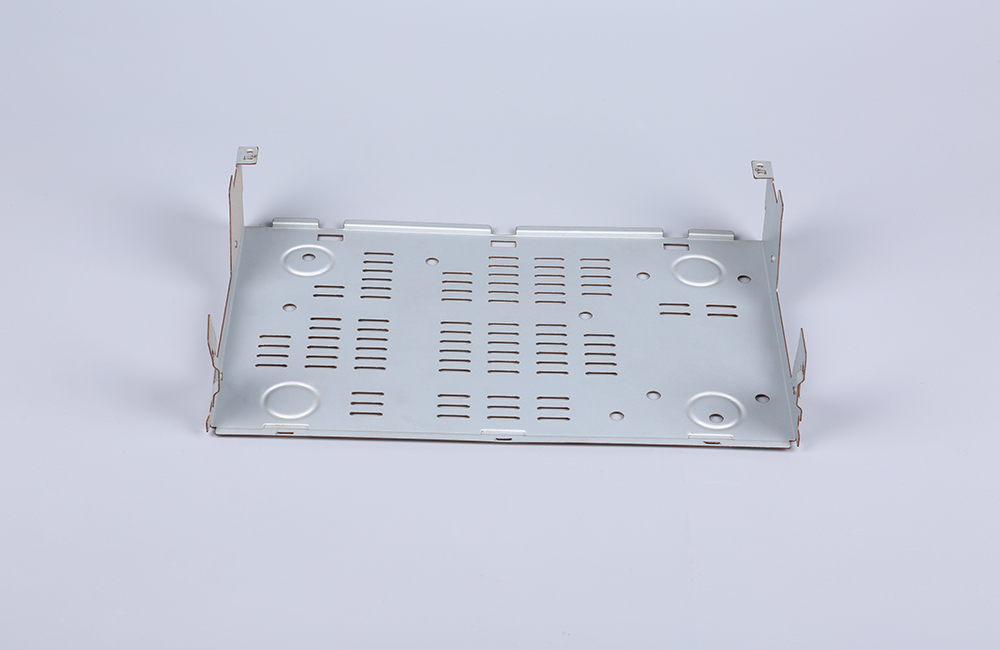
盒型折弯件是折弯工艺中难度较高的一种,通过多个方向的折弯形成一个封闭或半封闭的盒状结构。典型的盒型折弯件包括仪器外壳、控制盒、抽屉、托盘等。盒型折弯件的设计需要考虑折弯顺序的可行性,避免相邻折弯之间的干涉。
异形折弯件包括带角度的非90°折弯、圆弧折弯、多段连续折弯等复杂形态。这类零件通常用于特殊结构的连接或造型设计,对模具和工艺的要求较高,有时需要采用多次折弯或专用模具来完成。
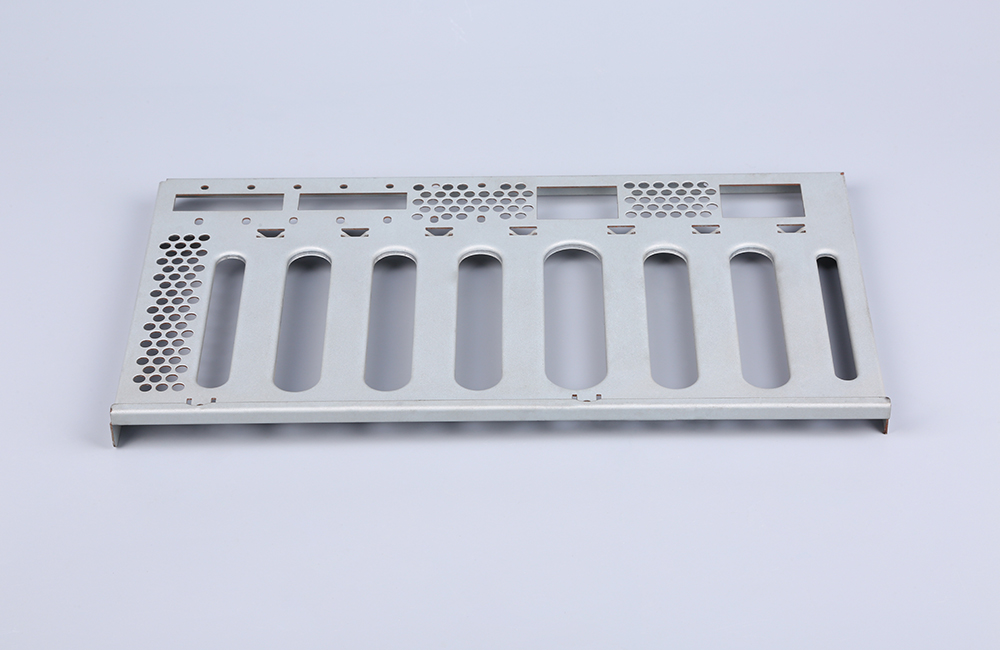
翻边折弯件是在板材边缘进行小角度或90°的折弯,形成加强边或安装边。翻边不仅可以增加边缘的刚度和安全性(消除锐边),还可以作为与其他零件连接的安装面。常见的翻边折弯件包括门板的四周翻边、盖板的折边等。
二、折弯件的设计要素
设计一个合理的钣金折弯件,需要从以下几个方面综合考虑。
材料选择是设计的基础。常用材料包括冷轧钢板(SPCC)、镀锌板(SGCC、SECC)、不锈钢(304、316)、铝合金(5052、6061)等。不同材料的延伸率、回弹量、加工硬化特性差异很大,直接影响折弯工艺的参数选择。例如不锈钢的回弹量大于普通碳钢,设计时需要更大的角度补偿;铝合金较软但易开裂,折弯半径需要更大。
厚度选择直接影响折弯的可行性和零件强度。钣金折弯件的厚度通常在0.5mm到6.0mm之间。0.5到1.0mm适用于小型外壳、屏蔽罩等轻载场合;1.0到2.0mm是最常见的厚度范围,适用于大多数机箱、支架、控制柜;2.0到3.0mm适用于需要承载的中大型结构件;3.0mm以上折弯难度显著增加,需要更大吨位的设备和更大的折弯半径。
最小折弯边是设计时需要重点关注的参数。折弯边过短会导致无法稳定折弯或折弯时工件滑出。最小折弯边受下模V宽限制,通常约为V宽的0.6到0.7倍。对于1.5mm的板材,最小折弯边大约在8到10mm左右。如果设计要求的折弯边小于这个值,需要采用更小的V宽(需确认是否会导致开裂)或改用其他工艺(如焊接、铆接)。
折弯半径是折弯内角的圆弧半径。自然折弯时,内R主要由下模V宽决定,近似为V宽的六分之一左右。如果图纸要求的内R小于自然成形值,需要采用更小的V宽或刨槽工艺,但会增加开裂风险。如果要求的内R较大,则需要使用圆弧模或多次折弯来成形。一般建议内R不小于板厚,对于不锈钢等高强度材料,内R建议为板厚的1.5到2倍。
孔边距是折弯线附近的孔与折弯线之间的距离。如果孔离折弯线太近,折弯时孔会被拉变形,甚至撕裂。一般要求孔边到折弯线的距离不小于2倍板厚。如果空间不允许,可以考虑先折弯后冲孔,或者将圆形孔改为腰形孔以释放应力。
工艺缺口是解决折弯干涉问题的常用手段。当两个折弯边在转角处交汇时,如果不设置释放槽,折弯时转角处会相互挤压导致变形或撕裂。工艺缺口通常是在转角处开设一个三角形或圆形的切口,常见尺寸为R0.5到1.0mm。对于外观要求高的零件,缺口可以设计在折弯内侧或采用焊接打磨的方式处理。
折弯方向与材料轧制方向的关系会影响开裂风险。金属板材在轧制方向上具有更好的延伸率,垂直于轧制方向则延伸率较差。折弯时,折弯线应尽量垂直于轧制方向,以降低开裂风险。如果同一个零件上有多个不同方向的折弯,需要根据主要受力方向和开裂风险来权衡。
三、折弯工艺对零件的影响
折弯工艺本身会对零件的最终形态和性能产生多方面的影响,设计时需要充分考虑这些因素。
回弹是折弯后最常见的现象。材料在折弯过程中发生塑性变形,但弹性部分在卸压后会恢复,导致实际角度大于模具角度。回弹量受材料牌号、厚度、折弯角度、内R等多种因素影响。设计时需要在展开图上考虑回弹补偿,或者在工艺上采用压底折弯、三步折弯等方法来减小回弹影响。
折弯变形包括折弯线附近的材料拉伸和折弯后的整体扭曲。折弯时,弯角外侧的材料被拉伸变薄,内侧被压缩增厚。如果折弯线靠近边缘或孔,可能导致边缘收缩或孔变形。多道折弯的零件,如果折弯顺序不合理,还可能产生整体扭曲变形。设计时可以通过合理的折弯顺序、对称布局、增加工艺定位孔等方式来控制变形。
加工精度是折弯件的重要质量指标。折弯角度的公差一般在±0.5°到±1°之间,外形尺寸的公差通常在±0.2mm到±0.5mm之间。对于需要高精度配合的折弯件,如精密仪器外壳、电子设备机箱,需要在设计时预留调整余量,或通过后续加工(如铣削)来保证关键尺寸。
表面损伤是折弯过程中难以完全避免的问题。板材与模具接触的部位会产生压痕、划伤或擦伤。对于外观要求高的零件,可以采用无压痕模具、贴保护膜、或选用表面硬度较高的材料来减轻损伤。在设计时,也可以将外观面安排在折弯时与模具接触较少的一侧。
四、折弯件的工艺性评价
一个好的折弯件设计,应该在满足功能需求的前提下,具有良好的工艺性。可以从以下几个方面进行评价。
折弯顺序的可行性是首先要考虑的问题。如果零件有多个折弯,需要检查是否存在“先折后折”的干涉问题。例如一个盒型件,如果先折了四边,最后折底部,可能会发现两侧边已经阻挡了底部折弯的模具进入。设计时应该在3D软件中模拟折弯顺序,确保每一步都有足够的操作空间。
折弯边的均匀性影响折弯稳定性和外观。如果同一个折弯边的长度很长,而中间有缺口或孔洞,折弯时容易产生局部变形或角度不一致。设计时尽量保持折弯边的连续性,如果必须开孔,可以考虑将孔位避开折弯线或采用加固结构。
对称性是降低变形风险的有效手段。对称的折弯布局可以使折弯应力相互抵消,减少整体扭曲变形。如果零件结构不对称,可以通过增加工艺定位孔或在后续工序中校平来补偿。
标准化程度影响成本和效率。尽量使用标准的折弯角度(如90°),避免使用非标角度;尽量使用常见的折弯半径,减少专用模具的投入。对于有多个相同折弯特征的零件,尽量保持一致性,以便使用同一套模具完成。
五、常见问题与设计对策
折弯后角度不对通常是由于回弹补偿不足或折弯机精度不够造成的。设计对策是预留回弹补偿量,在图纸上明确标注折弯角度公差,并在批量前进行试折验证。
折弯后孔位偏移是因为折弯时靠近折弯线的孔被拉伸变形。设计对策是确保孔边到折弯线的距离不小于2倍板厚,如果空间不允许,可以考虑先折弯后冲孔,或者将孔设计为腰形孔以补偿变形。
折弯边根部开裂是由于折弯半径过小或材料硬度过高。设计对策是增加折弯内R,建议不小于板厚;对于不锈钢等高强度材料,内R建议为板厚的1.5到2倍;如果必须采用小R,可以考虑先刨槽后折弯。
折弯后表面压痕过深是由于下模肩部磨损或压力过大。设计对策是对于外观要求高的零件,在设计时就注明使用无压痕模具;或者在板材表面贴保护膜后再折弯。
折弯后零件扭曲是由于折弯顺序不合理或应力分布不均。设计对策是采用对称折弯布局,合理安排折弯顺序,先折弯中间再折弯两侧;对于复杂零件,可以在展开图上增加工艺定位孔,便于折弯时定位。
六、折弯件与其它工艺的关系
钣金折弯件在实际应用中往往不是孤立存在的,它与其它工艺环节紧密相关。
与冲孔的配合是常见的组合。大多数折弯件都需要在下料阶段完成孔加工,然后再折弯。设计时需要注意孔位与折弯线的距离,避免折弯后孔变形。如果零件上有大量密集孔,折弯后孔距可能会因材料拉伸而发生变化,需要考虑这一影响。
与焊接的配合体现在折弯件的接缝处理上。对于盒型折弯件,折弯后往往需要焊接接缝以保证密封性和强度。设计时应在转角处预留焊接空间,并考虑焊后打磨对尺寸的影响。
与压铆的配合需要考虑折弯对压铆件的影响。如果先压铆后折弯,靠近折弯线的压铆件可能会在折弯时受拉变形。设计时应确保压铆件与折弯线保持足够距离,或者采用先折弯后压铆的工艺顺序。
与表面处理的配合需要考虑折弯件在喷涂、电镀等过程中的挂具位置和排水排液需求。折弯形成的死角可能积存液体或粉末,设计时应考虑开设工艺孔或调整折弯角度以利于处理。
七、总结
钣金折弯件是连接平板与复杂三维结构的桥梁。它的核心价值在于以简单的工艺实现丰富的空间形态,用较轻的重量获得较高的结构刚度。
成功的折弯件设计需要从材料选择、厚度确定、几何特征(折弯边长度、折弯半径、孔边距)、工艺可行性(折弯顺序、干涉检查、回弹补偿)等多个维度综合考虑。
在设计实践中,需要记住几个关键原则:折弯边不宜过短,建议不小于8到10倍板厚;折弯内R不宜过小,建议不小于板厚;孔与折弯线保持距离,建议不小于2倍板厚;复杂折弯需要模拟顺序,避免干涉;高回弹材料需要角度补偿,批量前需要试折验证。




 工艺
工艺  更多
更多