

案例详情
行业/分类:其他手板模型加工
加工方式:3D打印使用材料:树脂
最高精度:0.1mm生产周期:2~7天
产品尺寸:2cm*1cm*3cm
后处理:喷油
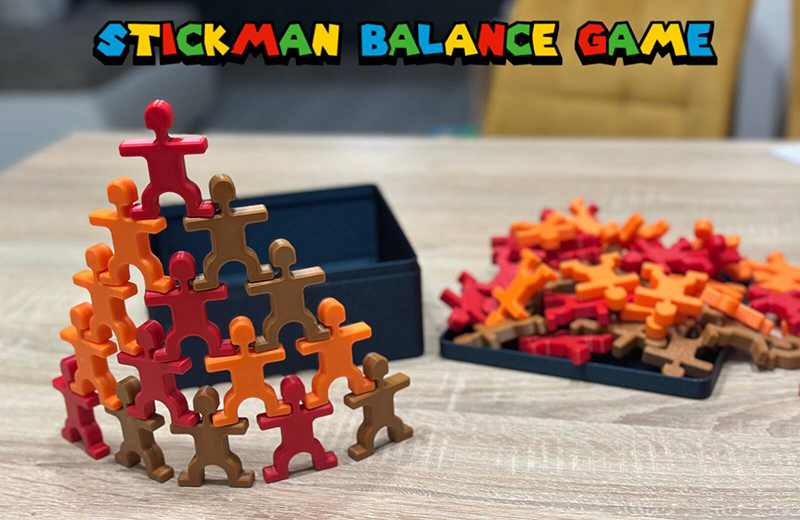
3D打印火柴人玩具手板模型的核心价值在于还原 “极简线条感” 与 “高灵活性”—— 通过模块化关节设计实现肢体多角度活动,同时保留火柴人标志性的 “ stick figure ” 形态(细长躯干、圆形头部、简约肢体),兼顾把玩性与创意展示需求。这类手板广泛用于儿童益智玩具、动画 IP 周边、创意摆件开发,以下从设计核心、工艺选型到后处理,提供适配火柴人形态与功能的完整方案。
一、核心设计要点:平衡 “极简形态” 与 “把玩功能”
火柴人造型以 “细长结构” 为特点,设计需解决 “细部件易断裂”“关节活动顺畅” 两大核心问题,同时确保打印可行性,避免因结构过细导致成型失败。
1. 形态与比例设计:贴合火柴人标志性特征
基础比例把控:
整体尺寸:常规手板高度 8-15cm(适合手持把玩),遵循 “头小身细” 比例 —— 头部为圆形(直径 1-2cm,占身高 1/8-1/10),躯干为圆柱形(直径 0.8-1.2cm,长度 3-5cm),四肢为细长杆状(直径 0.6-0.8cm,手臂长度与躯干相当,腿部长度为躯干 1.2 倍),避免肢体过粗破坏 “火柴人” 极简感。
细节简化:舍弃复杂装饰,仅保留核心形态 —— 头部可设计 “凹陷眼部”(直径 0.2-0.3cm,深度 0.1cm,无需立体五官);手部简化为 “圆形手掌”(直径 0.5-0.7cm,与手臂一体打印),脚部为 “扁平底座”(宽度 0.8-1cm,增强站立稳定性)。
结构强度优化:
细部件加固:四肢与躯干连接处、关节部位需 “局部加粗”(如手臂根部直径从 0.6cm 增至 0.9cm,长度 0.5cm),形成 “过渡台阶”(避免应力集中导致断裂);头部与躯干连接位加厚至 1cm,确保稳固。
避免过细结构:肢体最小直径不低于 0.6cm(FDM 工艺需≥0.7cm,SLA 工艺可≥0.6cm),防止打印时熔融下垂或后期把玩断裂;若设计 “手持道具”(如剑、枪),道具与手掌连接处需做 “卡扣”(宽度≥0.5cm,插入深度≥1cm,避免脱落)。
2. 关节设计:实现高灵活性
火柴人玩具的核心亮点是 “肢体可动”,需采用适配细长结构的关节方案,确保活动顺畅且不易脱落:
核心关节类型:
球窝关节(推荐):头部与躯干、手臂与躯干、大腿与躯干采用 “球窝结构”—— 球直径 0.8-1cm(略小于肢体直径),窝槽深度为球直径的 2/3(保证活动范围的同时防止脱落),球与窝间隙 0.1-0.15mm(避免过紧卡顿、过松晃动)。
铰链关节:小臂与大臂、小腿与大腿采用 “圆柱铰链”—— 转轴直径 0.6-0.8cm,长度 1-1.2cm,转轴两端做 “环形挡片”(宽度 0.2cm,防止肢体脱落),铰链配合间隙 0.1mm,确保可 90° 弯曲。
关节集成设计:
模块化拆分:将火柴人拆分为 “头部、躯干、大臂(2 个)、小臂(2 个)、大腿(2 个)、小腿(2 个)” 共 9 个部件,每个关节部件独立打印(便于调整尺寸,降低一体打印难度)。
组装适配:关节球与窝采用 “过盈配合”(球直径比窝槽内径大 0.05mm),组装时轻微用力按压即可卡紧,后期把玩不易松动;若担心过紧,可在球表面涂少量硅基润滑油(减少摩擦,提升顺滑度)。
3. 打印适配性优化
支撑设计:细长肢体(如小臂、小腿)打印时需加 “辅助支撑”—— 采用 “树状支撑”(支撑点仅在肢体底部,与打印平台连接),支撑直径 0.5cm,与肢体间距 0.2cm(便于拆除,避免损伤部件);避免在关节球 / 窝表面加支撑(防止支撑残留影响活动)。
壁厚与填充:躯干、头部壁厚 1-1.2cm(中空结构,减轻重量),四肢壁厚 0.6-0.8cm(实心或 30% 填充,保证强度);填充密度:关节部件 50%(增强耐磨性),非关节部件 30%(平衡重量与强度)。

二、3D 打印工艺与材料选型:适配 “灵活性 + 耐用性”
不同工艺的精度、韧性差异大,需根据 “关节精度需求”“把玩频率”“成本预算” 选择,确保关节活动顺畅且部件不易断裂。
1. FDM(熔融沉积):优先选,适配 “低成本 + 耐用把玩”
核心优势:材料成本低(单件成本 5-15 元),支持 PLA、PETG 等韧性材料,适合制作 “高频把玩的火柴人”;可直接用彩色线材(如红色、蓝色、黑色),无需后期上色,快速实现多色搭配(如红色躯干 + 黑色四肢)。
推荐材料:
PETG(首选):韧性优于 PLA,耐摔耐磨(从 1 米高度跌落不易断裂),表面光泽度中等,关节摩擦时不易磨损,适合长期把玩;打印时不易翘边,适配细长结构成型。
柔性 PLA(可选):若需 “轻微可弯曲肢体”(如模拟弯腰动作),可选用柔性 PLA( Shore D 50-60 硬度),但关节部位需搭配普通 PLA(保证支撑强度),避免全柔性导致关节松动。
适用场景:儿童把玩玩具、低成本 DIY 火柴人(如搭配不同颜色部件组装)、功能测试原型(验证关节活动度)。
2. SLA(光固化):适配 “高精度 + 精致外观”
核心优势:精度达 0.05mm,能完美还原关节球 / 窝的光滑表面(减少摩擦,提升活动顺滑度),表面细腻无层纹(无需过多打磨),适合制作 “展示型 + 轻度把玩” 的火柴人(如动画 IP 周边、创意摆件)。
推荐材料:
高韧性光敏树脂( Shore D 70-80 硬度):抗弯折性好(关节反复活动不易断裂),表面光滑,可直接打印彩色树脂(如黑色、白色),无需后期上色;缺点是成本高于 FDM(单件成本 15-30 元),长期高频把玩易磨损。
普通光敏树脂(不推荐):脆性较高,细长肢体易断裂,仅适合纯展示、无把玩需求的火柴人模型。
适用场景:高精度关节的精致火柴人、IP 周边展示模型、轻度把玩的成人创意玩具。
3. MJF(多射流熔融):适配 “高耐用 + 多色一体”
核心优势:使用尼龙 12 材料,强度高、耐磨损(关节反复活动 1000 次以上无明显磨损),支持多色打印(可直接实现 “头部 + 躯干 + 四肢异色”,无需后期组装);但成本较高(单件成本 30-50 元),细节精度略低于 SLA。
适用场景:高端收藏级火柴人(如限量版 IP 周边)、需长期耐候的展示模型(如商场陈列)、多色一体成型的复杂配色款式。
三、制作流程:从建模到组装的关键步骤
1. 3D 建模:确保 “关节适配 + 可打印性”
软件选择:用 SolidWorks、Fusion 360 设计关节结构(精确标注球 / 窝直径、间隙),用 Blender 优化肢体线条(确保细长且过渡自然);重点检查关节球与窝的 “配合公差”(球直径 = 窝内径 + 0.05mm,过盈配合防松动)。
模型检查:导出 STL 文件后,用 “Meshmixer” 修复破面、非流形边缘;用 “Cura” 预览分层 —— 确认关节部位无 “层间错位”,细长肢体支撑位置合理,无悬空结构未加支撑。
2. 切片与打印:控制关节精度与成型稳定性
切片参数设置(以 FDM PETG 为例):
层高:0.2mm(平衡精度与速度),关节部位可设 0.15mm(提升表面光滑度)。
打印速度:50mm/s(躯干、头部),40mm/s(四肢、关节部件)(避免细长部件打印时震动导致偏移)。
温度:喷嘴 240℃,床温 80℃(PETG 最佳成型温度,减少翘边)。
支撑:启用 “树状支撑”,支撑密度 15%,支撑与模型间距 0.2cm,仅在部件底部加支撑(避免关节表面支撑残留)。
回抽:回抽距离 2mm,速度 50mm/s(减少拉丝,避免关节部位污染)。
打印过程监控:
重点关注关节部件打印(如关节球):观察是否有拉丝、层间分离,若出现拉丝,及时调整回抽参数;若层间分离,降低打印速度至 35mm/s。
细长肢体打印时,避免触碰打印机(防止震动导致肢体弯曲);每打印完一个部件,及时取出清理支撑,避免支撑与部件粘连过紧。

3. 后处理与组装:确保关节顺畅
后处理核心是 “清理支撑残留”“优化关节配合”,确保组装后肢体活动灵活且不易脱落:
(1)FDM 打印件后处理
支撑拆除:用尖嘴钳小心剪断支撑(从支撑与部件连接处发力,避免拉扯部件);关节球 / 窝表面若有支撑残留,用 1000 目砂纸轻轻打磨(仅磨平残留,不改变球 / 窝尺寸,防止配合间隙变大)。
边缘修整:肢体两端、关节连接处若有毛刺,用美工刀轻轻刮除(避免划伤手);若四肢有轻微弯曲,可通过 “热风枪加热矫正”(PETG 材料加热至 60-70℃,轻轻掰直后冷却定型)。
关节润滑(可选):若关节活动卡顿,在关节球表面涂少量 “硅基润滑油”(如开塞露中的甘油,或专用模型润滑油),避免使用机油(易污染部件,且与塑料兼容性差)。
(2)SLA 打印件后处理
支撑拆除与清洗:用手术刀沿支撑与部件连接处 “斜向切割”(SLA 树脂较脆,避免垂直用力导致断裂);将部件放入酒精(95% 浓度)浸泡 10-15 分钟,去除表面未固化树脂,再用 UV 灯二次固化 30 分钟(增强部件强度)。
精细打磨:关节球 / 窝表面用 1000 目→2000 目砂纸依次打磨(沿同一方向,减少划痕),直至表面光滑无颗粒感(提升活动顺滑度);非关节部位用 2000 目砂纸轻磨,增强表面细腻度。
上色(可选):若用透明 / 白色树脂,可喷 “模型专用漆”(如哑光黑、亮红),晾干后喷一层 “哑光清漆”(保护漆面,避免把玩时掉色);关节部位建议不上漆(防止漆面增厚影响配合间隙)。
(3)组装步骤
先组装 “躯干 + 头部”:将头部的关节球对准躯干顶部的窝槽,轻微用力按压(过盈配合卡紧),测试头部是否能 360° 转动。
组装四肢:先装大臂(大臂球对准躯干侧面窝槽),再装小臂(小臂铰链对准大臂转轴);腿部组装同理(大腿→小腿),确保每个关节活动无卡顿。
调整与加固:若关节过松,可在关节球表面缠一圈 “薄胶带”(增加直径,提升紧密度);若过紧,用细砂纸轻轻打磨关节球(每次打磨后测试,避免过度打磨导致过松)。
四、典型应用场景与案例
1. 儿童把玩火柴人(FDM PETG 工艺)
需求:高度 12cm,耐摔,关节可 360° 转动,彩色搭配(如蓝色躯干 + 黄色四肢 + 红色头部),适合 3 岁以上儿童。
方案:FDM+PETG 材料,拆分打印 9 个部件(蓝色躯干、黄色四肢、红色头部),关节球 / 窝精度 0.1mm;后处理拆除支撑,关节涂少量润滑油;组装后测试肢体活动度,确保无尖锐边缘(所有部件边缘打磨圆润),成本约 10 元 / 个。
2. 动画 IP 周边火柴人(SLA 工艺)
需求:高度 10cm,还原动画中火柴人形象(如黑色躯干 + 白色头部,带标志性 “X” 形眼部),关节顺滑,适合展示与轻度把玩。
方案:SLA + 高韧性黑色 / 白色光敏树脂,头部设计 “X” 形凹陷眼部(后期贴白色贴纸);关节球 / 窝表面精细打磨,确保活动无摩擦异响;搭配 “透明亚克力底座”(刻 IP logo),底部用磁吸固定火柴人(便于展示不同姿态),成本约 25 元 / 个。
3. 创意 DIY 多关节火柴人(FDM 柔性 PLA+PETG)
需求:高度 15cm,躯干可轻微弯曲,四肢可活动,支持更换 “手持道具”(如剑、盾牌),适合成人创意摆拍。
方案:FDM + 柔性 PLA(躯干, Shore D 50 硬度)+PETG(四肢、关节),躯干设计 “薄壁厚(0.8cm)” 实现轻微弯曲;手掌预留 “道具卡扣”,可搭配 3D 打印的剑(PETG 材料,长度 8cm)、盾牌(直径 3cm);部件用不同颜色(如绿色躯干 + 灰色四肢),支持自由拆卸重组,成本约 12 元 / 个。
通过以上设计、工艺选型与组装方案,3D 打印火柴人玩具手板可高效实现 “极简形态” 与 “高灵活性” 的结合,同时兼顾耐用性与成本,为玩具研发、IP 周边开发提供快速落地路径,大幅缩短传统开模周期(从 1-2 个月缩短至 2-3 天),降低小批量定制成本。




 工艺
工艺  更多
更多